CabMasterPro User Guide
Here are the recommended Tooling details when setting up a new CNC Machine with CabMaster Software™.
All feeds, speeds and tools are just general recommendations, please confirm more specific details with your tooling supplier of choice as incorrect settings can result in machine damage.
Feeds and Speeds may also vary depending on the CNC and tooling in use.
| Tool | Usage | Feed Rate | Speed (RPM) |
|---|---|---|---|
| 9.5mm 3 Wing Compression Cutter | General HMR Cutting | 20,000mm/min | 18,000rpm |
| 9.5mm 2 Wing Compression Cutter | General MDF Cutting | 14,000mm/min | 18,000rpm |
| 8mm 2 Wing Down Spiral Cutter | Tongue & Groove and Pocketing | 5,500mm/min | 18,000rpm |
| 80mm Surfacing Cutter | Decking Table | 7,000mm/min | 14,000rpm |
| 12.7mm 3 Wing Compression Cutter | Bench/Counter Top Cutting | 20,000mm/mins | 18,000rpm |
| 90 Deg V Cutter | Engraving, V Grooves, etc | 3,600mm/min | 18,000rpm |
| Profile Cutters | Door Profiles | ***Speak to Tooling Supplier*** | ***Speak to Tooling Supplier*** |
| 3mm Drill | Assembly & Location Holes | 2500mm/min | 4500rpm |
| 5mm Drill | Assembly & Shelf Holes | 2500mm/min | 4500rpm |
| 8mm Drill | Hinge Plates | 2500mm/min | 4500rpm |
| 10mm Drill | Hinge Plates | 2500mm/min | 4500rpm |
| 20mm Bore | Cam Holes | 2000mm/min | 4500rpm |
| 35mm Bore | Hinge Cup Holes | 2000mm/min | 4500rpm |
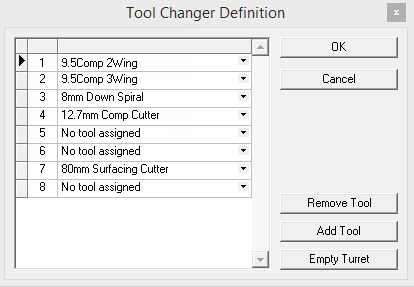
On a CNC Machine with only 6 Tooling Positions, we would recommend setting up the tooling in the following positions:
These would also be setup in the same positions in EzyNest. (See also CNC Config Machine Setup > Parameters > Tool Changer)
![Driver Selection and Setup [F6] - Click to view](machining/[images]/tool-cnc-1_thumb.png)
Driver Selection and Setup [F6] - Click to view
On a CNC Machine with 8 or more Tooling Positions, we would recommend setting up the tooling in the following positions: (Only change from 6 tool is 80mm Surfacing cutter position).
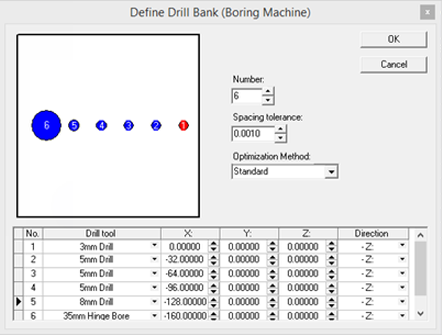
These would also be setup in the same positions in EzyNest. (See also CNC Config Machine Setup > Parameters > Drill Bank)
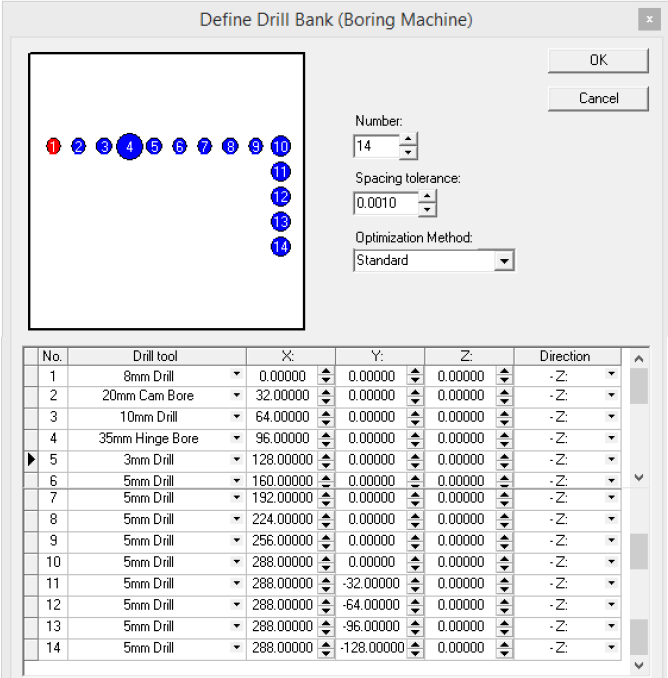
Depending on the number of drills and the availability of Left / Right hand tooling. We would usually setup the less common drills, such as 3mm, 8mm, 10mm & 35mm first closer to the outsides, then fill as many 5mm drills together for gang drilling of shelf holes.
On a CNC with only 6 Drills, we would include 3 x 5mm drills together in positions 2 - 4 to give the most efficient gang drilling options.
As the CNC gets a greater number of drills available, we continue to add in more 5mm Drills, until we eventually get 5 x 5mm drills going in both the X and Y directions of the Machine.